LED光源装置×外観検査の選定ガイド|ケンサコウ » 外観検査を対象物ごとに解説
LED照明を用いた外観検査を対象物ごとに解説
外観検査におけるLED照明の活用は、製品の品質を確認し、不良を見つけるうえで非常に重要です。光源の明るさや当てる角度、色の選び方によって、これまで見逃されがちだった微細な傷や異物を明確に映し出すことが可能となり、検査精度の向上につながります。
LED照明が外観検査に
用いられる理由
外観検査では微細な欠陥を正確に検出するため、安定した照明が不可欠です。LEDは高輝度で長寿命、かつ点灯応答も速く、消費電力が少ないため、連続使用に適しています。
色温度や明るさを細かく制御できる点も特徴で、対象物や検査内容に応じた光環境を構築できます。また、小型化が可能で設置自由度が高いため、多様な検査ニーズに対応できるのも大きな利点です。
LED照明の仕組みと主な特徴
LED照明は、半導体素子から発光する光をレンズや光学部品で制御する仕組みを持ちます。検査環境に応じて、光の性質を柔軟に最適化できるのが強みです。
例えば、発光色(波長)の異なるLEDを選択することで、特定の欠陥を強調する照明環境を作り出せます。青色光で微細な傷を際立たせたり、補色光で変色や異物を浮かび上がらせたりといった応用が可能です。
外観検査で使われる
LED照明の種類
外観検査では、製品の形や素材、検出したい不具合の種類によって、選ぶべき照明の種類が変わります。ここでは、主なLED照明の種類と、適した検査をご紹介します。
リング照明
カメラのレンズ周囲に配置され、立体物や反射面を均一に照らすのに適しています。光の回り込みにより凹凸や傷を強調でき、小型部品やメッキ面、基板の検査に有効です。反射光の映り込みを活かし、光沢の違いも捉えられます。
バー照明
直線的に配置されたLEDが、一方向から均一に光を当てる構造です。シート状や長尺の製品、エッジ部分の検査に適しており、表面の傷や線状の欠陥を強調します。複数設置で広範囲の検査にも対応可能です。
バックライト照明
ワークの背後から光を照射し、輪郭や影を強調します。透明素材や薄物の内部異物、小さな穴などを見つけやすく、外形寸法の計測やエッジの明瞭化にも効果的な照明方式です。
スポット照明
狭い範囲へ集中的に光を当てる照明で、微細な傷や局所的な凹凸の強調に適しています。反射面や複雑形状の一部分など、特定のポイントを詳しく見たい時に使われます。
ライン照明
細長い直線状の光を照射し、コンベア上を流れるワークのラインスキャン検査に適しています。シートやフィルムの表面検査、印刷不良の検出などに使われ、高速・精度が高い連続検査が可能です。
対象物別のLED照明の選び方
外観検査でLED照明を選ぶ際には、検査するワークの特性を深く理解することが重要です。各ワークの素材や形状によって、光の当て方や色、照明の形を調整することで、より信頼性の高い結果を得られます。
シリコンウエハー
微細な傷や異物、内部欠陥を確認できる「高性能な照明と検出技術」が求められます。黄緑色や青色のLED照明は、シリコンウエハーの表面にある微細な異常や傷を浮かび上がらせる効果があります。
また、SWIR(短波長赤外線)を用いることで、シリコンウエハー内部の欠陥も検出可能。さらに、ラインスキャンカメラを併用することで、高精度な検出を維持しながら、検査速度の向上も実現できます。
例えば、表面の傷を検出するには、面の微細な傷やパターンの凹凸を高コントラストで強調できる青色LEDが有効です。内部の割れやボイドを確認したい場合は、シリコンが透過するSWIR光(短波長赤外線)が適しています。
LED光源装置を用いた検査事例
画像引用元:CCS公式HP
https://www.ccs-inc.co.jp/solution/case/imaging/industry_semiconductor.html
https://www.ccs-inc.co.jp/solution/case/imaging/industry_semiconductor.html
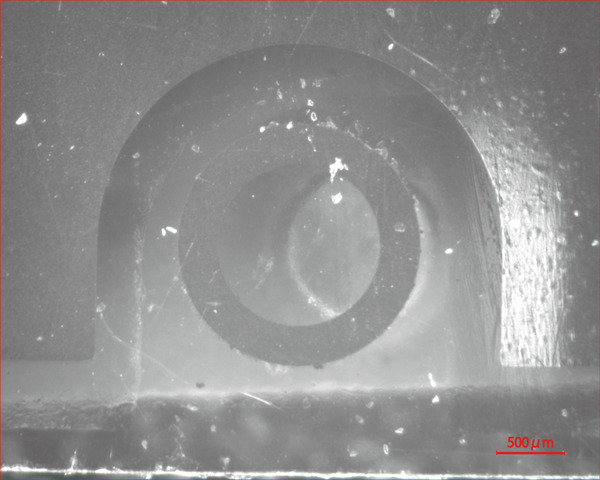
課題:コントラストが低く、判別が困難
シリコンウエハーの検査では、表面の傷や異物だけでなく、内部に形成された回路や貼り合わせたウェハの裏面パターンの状態を把握することも欠かせません。しかし、シリコンは可視光を透過しないため、非破壊で内部を確認することが難しいという課題がありました。

画像引用元:CCS公式HP
https://www.ccs-inc.co.jp/solution/case/imaging/industry_semiconductor.html
https://www.ccs-inc.co.jp/solution/case/imaging/industry_semiconductor.html
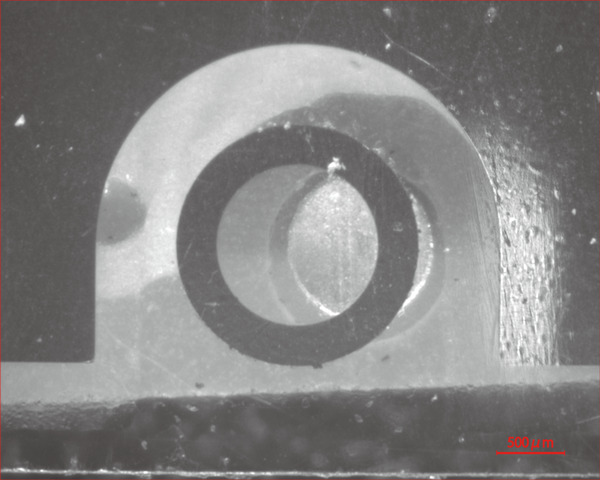
結果:表面側からでも裏面パターンを鮮明に可視化
本事例では、シリコンが特定の波長の近赤外線を通す性質を活用し、近赤外LED照明(例:拡散型赤外照明 TH-200X30CIR)を使用。その結果、可視光では見えなかった内部の回路パターンを、透過観察しているかのように鮮明に可視化することに成功しています。
参照元:CCS公式HP(https://www.ccs-inc.co.jp/solution/case/ap_swir.html)
ガラス基板の外観検査
ガラス基板は透明で光沢があるため、ハレーションを抑えつつ、微細な欠陥を明確に浮かび上がらせる照明環境が不可欠です。広範囲を均一に照らす拡散型照明や、特定の角度から照射して凹凸を強調するローアングル照明、バックライトを使った透過検査などが用いられます。
例えば、異物や気泡の検出ではバックライト照明が有効です。背面から均一に光を当てると、光を遮る微小なゴミや気泡が暗く抜けて写り、輪郭がはっきりします。レンズやカメラ設定を大きく変えることなく、コントラストを高められる点がメリットです。
一方、表面の擦り傷は、ローアングル照明を用いることで、浅い角度から光を入れると傷のエッジだけが反射して白く浮かび上がります。透明体で内部欠陥を確認する場合はバックライト照明、表面の傷をチェックする際はローアングル照明を選びましょう。
LED光源装置を用いた検査事例

画像引用元:フロンティアシステム公式HP
(https://www.frontier-s.co.jp/case/post-10/)
(https://www.frontier-s.co.jp/case/post-10/)
本事例では、ガラス基板の検査における「内部の気泡」と「表面の傷」を同時に検出するという課題解決に取り組みました。
手法として、バックライト照明と反射照明(フロントライト)を組み合わせています。ガラスを裏から照らすバックライト照明で気泡や内部異物を影として捉え、同時に表から照らす反射照明で微細な傷や汚れを光の乱反射として可視化。
結果として、一度の撮像で内部と表面の双方の欠陥を安定して検出することに成功しました。
参照元:フロンティアシステム公式HP(https://www.frontier-s.co.jp/case/post-10/)
電子部品の外観検査
LED光源装置で電子部品を検査する際、樹脂と金属が同一画面に混在し、影や光沢が生じる場合があります。
実装部品の反射を抑えて均一に見せたいときは、レンズ周囲に配置するリング照明を用いると、影が減らせ、全周からの明るさで基板側のはんだ付け面(ランド)やはんだ濡れのムラを安定して観察できます。拡散カバーや角度可変型を選べば反射の乱れも抑制しやすく、バーよりも設置自由度が高いのが利点です。
一方、型番や極性マークなどの浅い刻印は、ローアングル(低角度)照明で凹凸に影を作ると読み取りやすくなります。対象に応じてリングで影を消し、刻印はローアングルで陰影を立てましょう。
LED光源装置を用いた検査事例
画像引用元:ユーテクノロジー公式HP
https://www.u-technology.jp/case/2816
https://www.u-technology.jp/case/2816
課題:正確な認識が困難で精度が低下
基板へのフィルム貼り合わせ工程では、アライメントマークを基準に位置決めを行います。しかし、可視光照明ではマークが薄くコントラストが低いため正確な認識が困難でした。
加えて、可視光ではフィルムの透過率が低く、貼り合わせポイントの視認性も悪化し、アライメント精度の低下を招いていました。
画像引用元:ユーテクノロジー公式HP
https://www.u-technology.jp/case/28169
https://www.u-technology.jp/case/28169
結果:貼り合わせポイントの
視認性も改善
視認性も改善
そこで、ユーテクノロジーのハイパワー近赤外LED光源に切り替えた結果、フィルム上のアライメントマークを鮮明に強調できるようになりました。
近赤外光によりフィルムの透過率が向上し、貼り合わせポイントの視認性も改善。結果として、アライメント精度の向上に成功し、安定した位置合わせが可能となりました。
参照元:ユーテクノロジー公式HP(https://www.u-technology.jp/case/2816)
金属部品の外観検査
金属部品は鏡面に近い領域が多く、環境光やカメラの写り込みで本来の欠陥が埋もれやすいのが難点です。
偏光付きリング照明を用いて、照明側に直線偏光フィルター、レンズ側に交差偏光を配置すると、鏡面反射由来のグレアを効果的にカットできます。微細な打痕やムラのコントラストが安定し、計測結果のばらつきが減ります。
また、エッジ欠けやバリの検出にはローアングル照明が有効です。刃先や段差だけが強く反射し、背景は沈むため自動判定がしやすくなります。
アルミ素材の外観検査
アルミ素材は、ヘアライン加工やサテン仕上げなど、表面の向きによって光り方が大きく変わるのが特徴です。ヘアライン部では筋目と平行・直交方向で反射が偏るため、バー照明を使って角度と位置を微調整し、筋目が最も際立つ条件に合わせると欠けや擦れが見つけやすくなります。
また、鏡面に近いアルミ部材は、点光源だと映り込み(グレア)が強くなるため、ドーム型照明で全方向からの拡散光を与えて反射を抑え、均一な見え方に整えるのが有効です。
CHECK
対象物の特性に応じた照明設計が、
検査精度を左右する
検査精度を左右する
LED照明を用いた外観検査では、ワークの材質や形状、検出したい欠陥の種類によって、適切な光の波長・照射角度・照度が異なります。リング、バー、バックライトなど照明方式を適切に使い分けることで、反射や透過の影響を抑え、欠陥の再現性と検出精度を高めることが可能です。
このサイトでは外観検査の目的別におすすめ装置をご紹介。各装置の特徴や導入事例をまとめていますので、検査工程に適した光源を見つけるための参考にしてください。
THREE SELECTIONS
【検査目的別】
外観検査に適した
LED光源装置3選
外観検査に適した
LED光源装置3選
検査工程では、用途に応じて必要な明るさで対象を照らすことが求められます。
しかし目的によって必要な光の条件が異なり、装置の選定に迷うケースも少なくありません。
こうした現場での課題に応えるため、検査目的別に適したLED光源装置をおすすめ3選を紹介します。
μm精度の画像処理向け
寸法や位置ズレを
正確に測ることができる
寸法や位置ズレを
正確に測ることができる
ユーテクノロジー

画像引用元:ユーテクノロジー公式HP(https://www.u-technology.jp/product/2531)
導入しやすい業界例
- 半導体業界
- 電子部品業界など
要件を満たせる検査例
ユーテクノロジーが
選ばれる理由
選ばれる理由
- 特許取得※1の非結像光学系により、1,000nm以上のSWIR領域でも鮮明に映し出す
- 自社製造の光源とファイバーにより、適切な組み合わせで光ロスやムラを抑制して微細欠陥を可視化
- 半導体のPINアサイン確認や基板実装後の部品検査など、高精度検査の導入実績あり※2
0.1〜1mmの自動検査向け
欠けや異物を
安定的に検出できる
欠けや異物を
安定的に検出できる
アイテックシステム

画像引用元:アイテックシステム公式HP(https://aitecsystem.co.jp/series/llbk/)
導入しやすい業界例
- 自動車部品業界
- 食品・飲料業界など
要件を満たせる検査例
アイテックシステムが
選ばれる理由
選ばれる理由
- 230,000lxの高照度でコントラストが明瞭になり、微細な不良を見逃しにくい
- LANや端子台で照明制御が可能で、カメラやPLCとも連携しやすく自動検査の構築がスムーズ
- 冷却と定電流制御で照度が安定し、常時点灯や連続稼働が前提でも判定ブレが起きにくい
手作業の目視検査向け
印字や組付け不良を
はっきり確認できる
印字や組付け不良を
はっきり確認できる
中央精機

画像引用元:中央精機公式HP(https://www.chuo.co.jp/contents/hp0251/list.php?CNo=251&ProCon=4955)
導入しやすい業界例
- 化粧品・日用品業界
- 電気機械器具業界など
要件を満たせる検査例
中央精機が
選ばれる理由
選ばれる理由
- 約45,000lxの自然な明るさで、ラベル印字の擦れやかすれをはっきり確認
- ダイヤルで直感的に調光でき、作業者や環境に合わせた見え方調整ができる
- 筐体幅80mm未満・高さ144mmのコンパクト設計で、狭い作業空間にも設置しやすい
※1 特許7060932 参照元:J-PlatPat(特許情報プラットフォーム)公式HP(https://www.j-platpat.inpit.go.jp/c1801/PU/JP-7060932/15/ja)
※2 参照元:ユーテクノロジー公式HP(https://www.u-technology.jp/case)
※2 参照元:ユーテクノロジー公式HP(https://www.u-technology.jp/case)
